

The Organic121 is into Hydrogen Plant is a renewable energy solution that generates hydrogen fuel through the process of water electrolysis. This technology splits water into hydrogen and oxygen using electricity, producing a clean and sustainable source of fuel. The hydrogen produced can be used for a variety of applications, including transportation, energy storage, and industrial processes. Organic121 is committed to providing innovative and cost-effective hydrogen solutions to help reduce our dependence on fossil fuels and combat climate change.
Using a variety of feedstocks and methods, pure hydrogen (99% purity or greater) can be produced on-site. The choice of technology is determined by a number of factors, including the desired amount of hydrogen, the availability of feedstock, the capital investment, and the operational costs. For more than ten years, Organic121 has provided solutions for the generation of pure hydrogen utilising water electrolysis and hydrocarbons. We look forward to assisting you in choosing the best technology for your hydrogen needs.
High flow and high purity hydrogen production can be accomplished using methanol, naphtha, and natural gas. We work together with top producers of hydrogen in Europe and North America to provide consumers in India with their cutting-edge technologies. Hydrocarbons can produce hydrogen at a very low cost with a great return on investment.
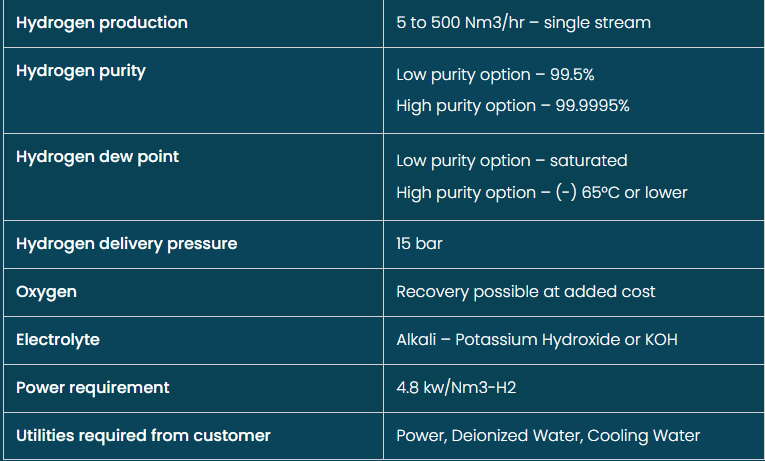
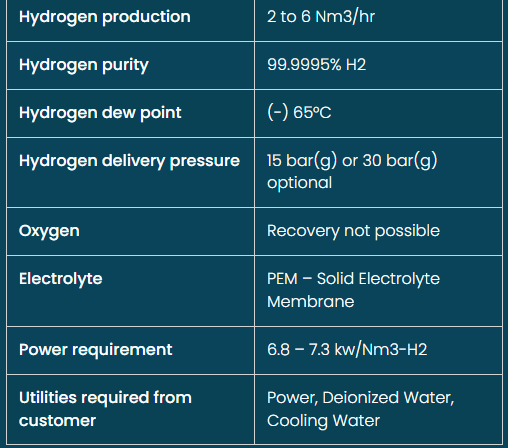
The simplest and fastest method for producing hydrogen is water electrolysis using bipolar high-pressure technology, which just needs electricity and deionized water. We provide systems with output capacities ranging from 0.25 Nm3/hr to 500 Nm3/hr for a single electrolyzer. For larger capacities, numerous electrolyzers with shared subsystems are required.
The specifications and functionality of Organic121 water electrolysis hydrogen plant and the advantages include:
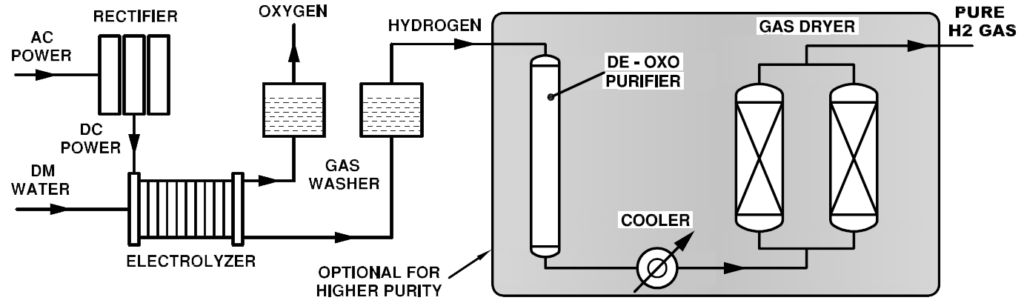
RephraseOur Electrolyzer is of Bipolar design, where high purity water is broken down into hydrogen and oxygen using direct current power supplied by a rectifier. The hydrogen gas is evolved on the cathode side of cells, while the oxygen gas is generated on the anodes. This makes our Electrolyzer unit compact in size; no need for a Hydrogen compressor when operating at medium pressure requirements.
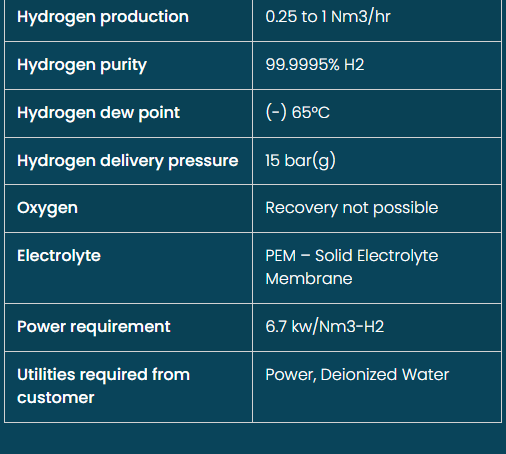
The electrolyser is based upon proton exchange membrane technology. Hydrogen gas is generated at the cathode at customer convenient pressures. Oxygen gas is produced at the anode at pressures close to ambient. The near infinite bubble point of the membrane prevents oxygen from entering the hydrogen stream. The full differential pressure design provides for safe, simple operation.



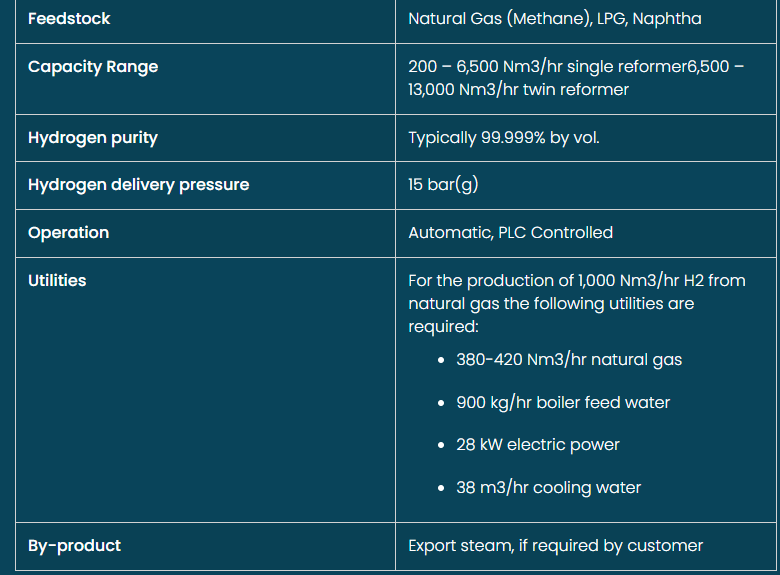
Many enterprises in many varied disciplines depend on the generation of pure hydrogen (up to 99.9999%). Together with our European partners, who have built more than 80 hydrogen production facilities globally, we can offer highly efficient, specialised, and tried-and-true solutions for hydrogen production facilities that use natural gas, LPG, naphtha, methanol, and other hydrocarbon feedstocks.
A high-velocity burner that burns fuel and waste gas powers the reformer. In the tail gas buffer, tailgas produced in the PSA purification unit is buffered. Steam reforming of a hydrocarbon paired with a PSA purification stage produces high purity hydrogen. Before passing through a sulphur removal, the input is heated in the heat exchanger while being combined with a split stream of hydrogen. Then, hot steam is combined with the feed. The mixture of feed and water vapour passes through the reformer tubes and is transformed into a syngas that is composed of H2, CO, CO2, H2O, and CH4 as it passes the catalyst.
The heat exchanger, which uses the majority of the sensible heat produced by the hot syngas, adjusts the temperature of the syngas in preparation for the ensuing CO-shift. After the CO-shift, the syngas is cooled to room temperature in the cooler while water vapour is simultaneously condensed and then separated. The molecular sieve PSA purification unit is the next step in the syngas’s purification process, and it is where hydrogen is isolated to the required purity.
The heat exchanger, which contains the majority of the perceptible heat, receives the hot syngas. A high-velocity burner that burns fuel and waste gas powers the reformer. The tail gas buffer tank buffers the tailgas generated by the PSA purifying unit. Prior to being utilised to superheat the feed/steam mixture and to preheat the feed in the heat exchangers, the hot reformer flue gases travel through the waste heat boiler.
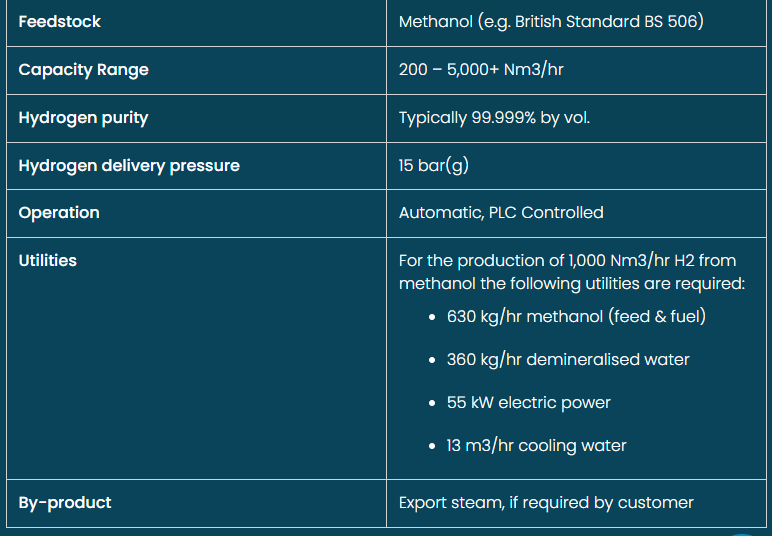
Methanol reforming paired with a PSA purification stage yields high purity hydrogen.In heat exchangers, methanol and DM water are combined and evaporated. The methanol/water vapour mixture is transformed into a syngas composed of H2, CO, CO2, CH4, and water vapour after passing over the heated catalyst. The syngas is cooled to room temperature in a cooler, while at the same time, water vapour is condensed and recycled to the storage tank. Now that the syngas has passed through the PSA molecular sieve purification system, the hydrogen has been extracted to the required purity. The buffer tank receives the PSA purification unit’s tail gas. The tail gas from the buffer tank is used to generate the necessary process heat.
Both a thermal oil system and our Principal’s special hot inert gas circulation can provide the process with the necessary heat.
The reformer replaces a thermal oil system and eliminates all costs and issues associated with handling thermal oil by using the circulation of inert gas as the heat transfer fluid for heating.
As the physical equipment size of the circulating inert gas-based plant grows disproportionally, a thermal oil heated plant may be more practical for installations in locations where thermal oil is already available or in very large MeOH-based reforming plants (more than apx. 2000 Nm3/h H2).
WhatsApp us